
+86-18951513765

Продукция





-

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
-

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
-

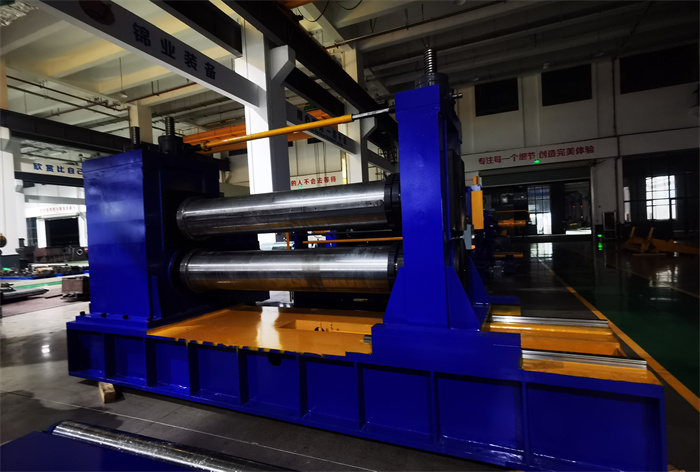
Шестивалковый стан холодной прокатки
-

Высокоскоростная горизонтальная резка тонких пластин
-
Высокоскоростная мобильная резка пластин средней и толстой толщины
-
Гиперболическая высокоскоростная линия сдвига
-

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
-

Станок для продольной резки и обмотки листов средней толщины
-
Машина для продольной резки толстого листа для рулонов стали 35T более 10 мм
-

Непрерывный прокатный стан
-

Линия для резки тонкого листа: высочайшее качество и производительность
-

Линия для резки тонкого листа
-

Линия поперечной резки с сервоприводом для тяжелых материалов
-

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
-

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
-

Реверсивный прокатный стан Erlian








Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.
Описание
маркер
Введение в функцию
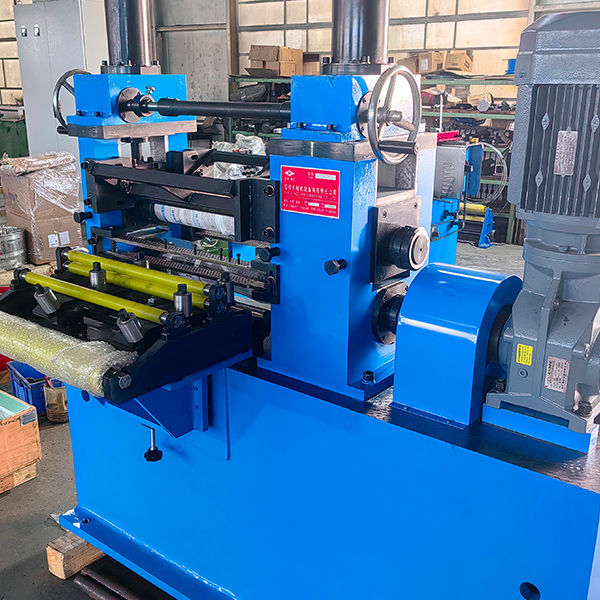
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.Толстые оцинкованные стальные листы уникальны в части кодирования: приемный механизм принимает каждый кусок стального листа и аккуратно укладывает его в стопку. Длина каждой упаковки стальных листов в основном составляет 6-12 метров, а вес - 5-6 тонн.Оборудование для обработки толстых плит очень прочное, а толщина плит может достигать 25-30 мм.
Производственный процесс выравнивания и поперечной резки толстых листов обычно проходит через начальное выравнивание и основное выравнивание дважды, включая фиксированную линейку, гидравлические ножницы, кодирующий механизм и разгрузочный ролик.Вся производственная линия обладает широкими технологическими возможностями, а сплющенные пластины очень плоские, что позволяет удовлетворить потребности последующего производства продукции.
Особенности оборудования
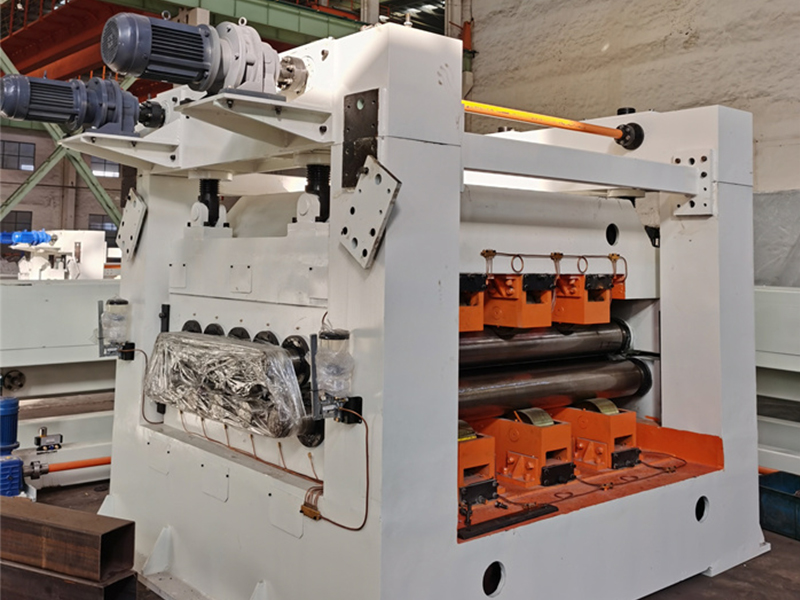
1.Максимальная толщина горизонтальной линии резки толстого листа составляет более 10 мм, а размотка, выравнивание и резка рулона толщиной от 5 до 18 мм на стальную пластину фиксированной длины - это типичная линия поперечной резки для выравнивания толстого листа.
2.Разматыватель оснащен двухрычажным подшипником, гидравлическим открыванием и закрыванием, а также мощным механизмом предотвращения натяжения для обеспечения стабильной разгрузки.
3.Портальный приводной механизм постепенно вводит направляющую в зажимной ролик.
4.Два нивелира: начальный нивелировочный станок и передний нивелировочный станок фиксированной длины для достижения хорошего эффекта нивелирования.
5.Плоская линия толстой пластины нанесена на кодированную фиксированную линейку, и фиксированная линейка является точной.
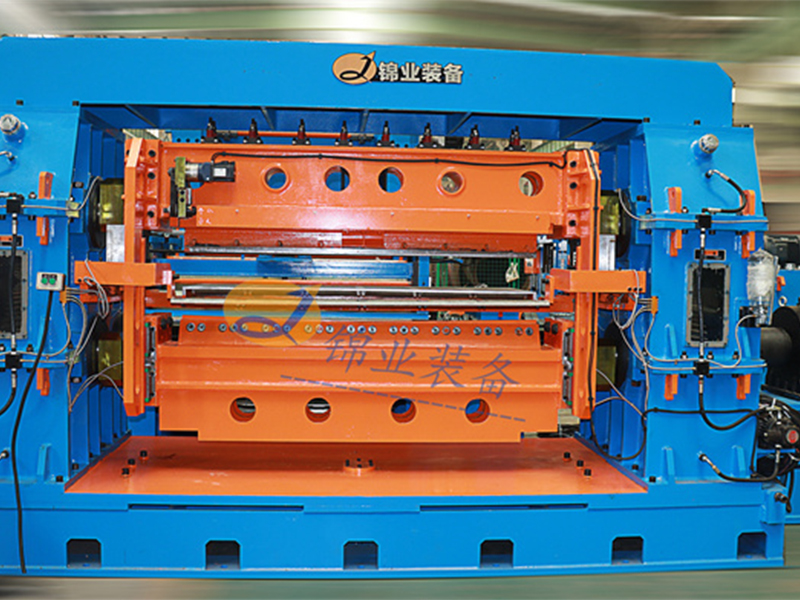
6.Мощная гидравлическая режущая машина, предназначенная для плавного прохождения и остановки процесса резки пластин.
7.Подающий ролик и подающий механизм после среза укладывают и расплющивают стальные пластины одну за другой, что экономично и применимо.
8.Механизм подачи оцинкованного стального листа оснащен независимой роликовой рамой для приема стальных листов, которая открывает и закрывает заготовку для приема каждой пластины, а автоматическая подъемная конструкция гарантирует, что высота заготовки остается неизменной, а вся система работает плавно и эффективно.



параметр
| сырьевые материалы | Обычный горячекатаный стальной лист Q235, Q345, S355 и т.д. | Длина готового листа | 2000мм-12000мм |
| Толщина стального рулона | 5-18мм | Точность измерения длины | ≤±1 мм/м |
| Ширина рулона | 1000-2000 мм | Точность измерения длины диагонали | ≤±2 мм/м |
| Внутренний диаметр стального рулона | Ф500-800мм | Точность выравнивания | ≤2,5 мм/㎡ |
| Наружный диаметр стального рулона | Ф2100 мм | Максимальная линейная скорость | 25 м/мин |
| Вес рулона | 30Т, 35Т | Скорость резания | 2000 мм, 6 листов/мин; |
| Компоненты производственной линии: | |||
| 1.Разделочный стол, гидравлическая загрузочная тележка | |||
| 2.Двухрычажный разматыватель | |||
| 3.Портальная нажимная головка и устройство для головки лопаты | |||
| 4.машина для начального выравнивания 4.2+5 роликов | |||
| 5.Переходная роликовая платформа | |||
| 6.Корректирующая машина | |||
| 7.9 Роликовая выравнивающая машина | |||
| 8.Фиксированная линейка для кодирования, устройство подачи хвостовой пластины | |||
| 9.Режущая машина | |||
| 10.Роликовая платформа конвейера | |||
| 11.Метательная машина | |||
| 12.Устройство для автоматического открывания и закрывания устройства подачи кодов | |||
| 13.Выходной роликовый стол | |||
| 14.Гидравлическая система | |||
| 15.Пневматическая система | |||
| 16.Электронная система управления | |||
связаться с нами
Сопутствующие популярные продукты

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
Для продольной резки рулонов толщиной более 10 мм используется сверхмощный станок. Форма конструкции, размер вала ролика и размер подшипника каждой детали являются гигантскими. Это проект, который крупные предприятия по обработке стальных листов будут тщательно планировать.Большая часть обрабатываемых стальных рулонов – это горячекатаные стальные рулоны, а их материалами могут быть рулоны из различных марок стали, такие как обычная углеродистая сталь и нержавеющая сталь.

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
Стальные трубы с толщиной стенки 12 мм подходят для производства крупногабаритных сварных труб диаметром 8 дюймов и выше. Станок для продольной резки 3-12мм х 2000мм подходит для 219 трубных станков для производства стальных труб различных размеров. Мы оснащены множеством комплектов установок для продольной резки для предприятий по производству сварных труб.

Проволока для летающих ножниц из листовой нержавеющей стали 2×1000
Линия ротационных ножниц для резки листовой нержавеющей стали CTL.Лист из нержавеющей стали обладает гораздо большей прочностью и лучшим внешним видом, чем лист из обычной углеродистой стали, и требует более точной и прочной резки по длине, что обеспечивает защиту поверхности листа.

Неориентированный прецизионный станок для продольной резки, ориентированный на кремниевую сталь
Прецизионный станок для продольной резки кремниевой стали специально разработан для выгрузки, продольной резки, раскроя и намотки рулонов из кремниевой стали. Толщина листа электротехнической стали составляет 0,1-1,0 мм, ширина – 200-1250 мм, количество полос для продольной резки относительно велико, до 40-50.

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
Оцинкованные стальные листы (GI-листы) обладают антикоррозийными свойствами и широко используются для изготовления кровельных настилов, колонн, труб и т.д.
Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.
Шестивалковый стан холодной прокатки
Станы холодной прокатки 6High имеют различные модели, большие или меньшие, для производства более широких или более узких, более твердых или более мягких металлических полос. Стан холодной прокатки 6High – это тип стана тонкой прокатки для производства высокоточных полос CR.
Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.

Станок для обрезки и правки алюминиевых пластин
Станок для обрезки и правки алюминиевых пластин.

Мини-лаборатория стана холодной прокатки для исследований и разработок
Лабораторный стан холодной прокатки представляет собой мини-стан холодной прокатки, компактную, прецизионную систему, предназначенную для моделирования промышленных процессов прокатки металла в контролируемых исследовательских условиях. Лабораторные станы холодной прокатки объединяют фундаментальные исследования и промышленное масштабирование, обеспечивая непревзойденный контроль, точность и универсальность для металлургических исследований. Они позволяют экономически эффективно исследовать механику прокатки, ускоряя инновации в материалах и оптимизируя процессы.
Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
Горячекатаный листовой прокат из нержавеющей стали имеет относительно большую толщину и высокую прочность. Требования, предъявляемые к обработке резанием в моделях серий 200, 300 и 400, связаны с прочностью оборудования, автоматизацией, производственными мощностями и защитой листа.
Линия для резки тонкого листа
Линия продольной резки тонкого рулонного металла непрерывно разматывает и разрезает тонкий металлический рулон на несколько (от нескольких до десятков) узких полос, а затем перематывает узкие полосы на оправку, что обычно требует высокой скорости и высокой точности.

Машина для выравнивания общей углеродистой стали
Машина для выравнивания общей углеродистой стали.

Высокоскоростной горизонтальный срез горячекатаного листа из нержавеющей стали (6×2000)
Горячекатаный лист из нержавеющей стали имеет относительно большую толщину, а горячекатаный лист из нержавеющей стали средней толщины составляет относительно большую долю.
Гиперболическая высокоскоростная линия сдвига
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.