
+86-18951513765

Продукция





-

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
-

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
-

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
-

Мощная машина для продольной резки горячекатаного стального листа (1-8)
-
Металлический лист Линия продольной резки Сверхточная марка
-

150mpm Автоматическая катушка листа металла резки линии
-

Реверсивный прокатный стан Erlian
-

Линия продольной резки рулонной стали из высокоуглеродистой стали
-

Горизонтальные ножницы из толстой пластины из нержавеющей стали с обрезкой 16×2000
-

Линия продольной резки с двойным держателем инструмента (3×1600)
-

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
-

Продольный станок для холодной гибки (0,3-3)
-

Линия поперечной резки горячекатаного листа с простым кодом материал 10,12
-

Станок для обрезки и правки алюминиевых пластин
-

Плоский горизонтальный срез пластин средней и толстой толщины
-

Машина для резки листов из нержавеющей стали











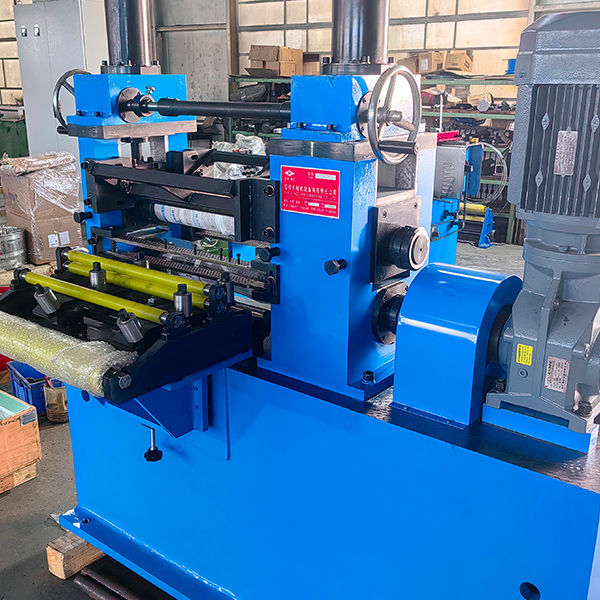
Горячекатаный толстый лист с открытой плоской линией 25х2000
Линия поперечной резки толстолистового горячекатаного проката производится в пакеты из горячекатаного листа путем размотки, выравнивания и резки по фиксированной длине. Длина каждого пакета стальных листов в основном составляет 6-12 метров, а вес – 5-6 тонн.Оборудование для обработки толстолистовой стали очень прочное и долговечное.
Описание
маркер
Основное введение
Линия поперечной резки толстолистового горячекатаного проката производится в пакеты из горячекатаного листа путем размотки, выравнивания и резки по фиксированной длине. Длина каждого пакета стальных листов в основном составляет 6-12 метров, а вес - 5-6 тонн.Оборудование для обработки толстолистовой стали очень прочное и долговечное. Для обработки толстолистовой стали обычно используются горячекатаные листы из низкоуглеродистой стали Q235, Q345, S355 и т.д., максимальная толщина которых составляет 25 мм.
Производственный процесс кайпинга и поперечной резки толстых горячекатаных листов обычно состоит из двух этапов: начального и основного, включая фиксированную линейку, гидравлические ножницы, механизм кодирования и разгрузочный ролик.Вся производственная линия обладает широкими технологическими возможностями, а сплющенные пластины очень плоские, что позволяет удовлетворить потребности последующего производства продукции.
Особенности оборудования
1.Диапазон толщин горизонтальной линии резки толстых пластин составляет более 10 мм, а разматывание, выравнивание и резка рулона толщиной от 6 до 25 мм на стальные пластины фиксированной длины - это типичная линия поперечной резки для выравнивания толстых пластин.
2.Разматыватель оснащен мощным механизмом предотвращения натяжения, а портальный наконечник обеспечивает плавный ввод наконечника в зажимное устройство.
3.Процесс выравнивания обычно выполняется дважды. Первоначальная выравнивающая машина и фронтальная выравнивающая машина фиксированной длины хорошо снимают внутреннее напряжение в стальной пластине и обеспечивают эффект выравнивания.
4.Скорость размыкания плоской линейки на толстой пластине невелика, поэтому лучше использовать фиксированную линейку для кодирования.
5.Гидравлическая режущая машина отличается высокой производительностью и надежностью, что обеспечивает плавную подачу листа и остановку процесса резки.
6.Транспортирующий ролик и механизм подачи после резки в основном используются для укладки и расплющивания стальных листов один за другим. Они подходят для горячекатаного листа, экономичны и применимы.



параметр
| сырьевые материалы | Обычный горячекатаный стальной лист Q235, Q345, S355 и т.д. | Длина готового листа | 2000mm-12000mm |
| Толщина стального рулона | 6-25mm, | Точность измерения длины | ≤±1mm/m |
| Ширина рулона | 1000-2000mm | Точность измерения длины диагонали | ≤±2mm/m |
| Внутренний диаметр стального рулона | Ф500-800mm | Точность выравнивания | ≤2.5mm/㎡ |
| Наружный диаметр стального рулона | Ф2200mm | Максимальная линейная скорость | 20m/min |
| Вес рулона | 35T, 40T | Скорость резания | 2000mm 5 листов/мин; |
| Компоненты производственной линии: | |||
| 1.Разделочный стол, гидравлическая загрузочная тележка | |||
| 2.Двухрычажный разматыватель | |||
| 3.Портальная нажимная головка и устройство для головки лопаты | |||
| 4.машина для начального выравнивания 4.2+5 роликов | |||
| 5.Переходная роликовая платформа | |||
| 6.Корректирующая машина | |||
| 7.9 Роликовая выравнивающая машина | |||
| 8.Фиксированная линейка для кодирования, устройство подачи хвостовой пластины | |||
| 9.Режущая машина | |||
| 10.Роликовая платформа конвейера | |||
| 11.Штабелер-укладчик | |||
| 12.Выходной роликовый стол | |||
| 13.Гидравлическая система | |||
| 14.Пневматическая система | |||
| 15.Электронная система управления | |||
связаться с нами
Сопутствующие популярные продукты
Линия продольной резки с двойным держателем инструмента (3×1600)
Эффективность работы продольного станка, с одной стороны, зависит от скорости продольной резки, а с другой стороны, тесно связана со вспомогательными работами, такими как загрузка и разгрузка, нарезка ножом и нарезание резьбы на ленте.Среди них расстановка ножей в соответствии со спецификациями, которые должны быть вставлены в прорези, является более профессиональной и трудоемкой работой.

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.
Продольный станок для холодной гибки (0,3-3)
Для производства таких профилей, как С-образная сталь, Z-образная сталь, колонны, панели ограждений, кабельные лотки, полки и т.д., требуется установка для продольной резки относительно широких рулонов стали на небольшие рулоны стали соответствующей ширины в продольном направлении.Продольные станки широко используются при распространении станков для холодной гибки заготовок.

Линия для резки тонкого листа: высочайшее качество и производительность
Линия для резки тонкого листа: высочайшее качество и производительность В современной обрабатываю...

Четырехвалковый стан холодной прокатки
Стан холодной прокатки 4Hi часто используется на заводах по переработке стальной полосы, поскольку стан 4Hi high обладает многими преимуществами.
Линия продольной резки рулонной стали из высокоуглеродистой стали
Рулоны из высокоуглеродистой стали представляют собой высокопрочную сталь, очень твердую и высокую эластичность, используемую для изготовления инструментов, ножей, пружин и т. д.Марка высокоуглеродистой стали: ASTM50, ASTM 75, диапазон прочности на растяжение ASTM95 около 750-1000 МПа.

Горизонтальные ножницы из толстой пластины из общей углеродистой стали 18×2000
Основными компонентами толстолистовой стали являются обычные листы из низкоуглеродистой стали, низколегированные стали Q235, Q345, S355 и т.д. Они изготавливаются из горячекатаного или оцинкованного листа. Станок для выравнивания и поперечной резки толстолистовой стали в основном включает в себя разматыватель, выравнивающую машину, горизонтальную режущую машину и механизм кодирования.

Высокоскоростная линия для продольной резки пластин средней толщины (двойной держатель инс)
Две продольно-резательные машины могут приводиться в движение одним приводным двигателем и трансмиссией, или каждая продольно-резательная машина имеет один двигатель и трансмиссию, режущая головка которой выезжает и возвращается обратно по рельсам, без необходимости использования одной сменной платформы.

Стан холодной прокатки медной полосы
Производство медной полосы будет осуществляться путем горячей и холодной прокатки, горячей прокатки заготовки толщиной около 15 мм, на стане холодной прокатки меди сначала будет производиться черновая прокатка для получения листа толщиной около 3 мм, затем на стане тонкой прокатки будет производиться медная полоса и даже медная фольга.

Машина для выравнивания и рихтовки обычной углеродистой стали
Машина для выравнивания и рихтовки обычной углеродистой стали.

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
Мы не только производим обычные линии резки по длине, но и линию вырубки трапециевидных листов Линия вырубки листового металла — это процесс, в котором квадратные, круглые или прямоугольные заготовки механически или гидравлически вырезаются, прессуются или штампуются из металлического рулона, перед резкой, прессованием или штамповкой, сначала выравнивая лист до плоского состояния.

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
Стальные трубы с толщиной стенки 12 мм подходят для производства крупногабаритных сварных труб диаметром 8 дюймов и выше. Станок для продольной резки 3-12мм х 2000мм подходит для 219 трубных станков для производства стальных труб различных размеров. Мы оснащены множеством комплектов установок для продольной резки для предприятий по производству сварных труб.
Станок для обрезки и правки алюминиевых пластин
Станок для обрезки и правки алюминиевых пластин.

Линия для резки тонкого листа
Линия продольной резки тонкого рулонного металла непрерывно разматывает и разрезает тонкий металлический рулон на несколько (от нескольких до десятков) узких полос, а затем перематывает узкие полосы на оправку, что обычно требует высокой скорости и высокой точности.

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
Оцинкованные стальные листы (GI-листы) обладают антикоррозийными свойствами и широко используются для изготовления кровельных настилов, колонн, труб и т.д.

Непрерывный прокатный стан
Завод по переработке рулонной углеродистой стали посмотрите на тандемный стан холодной прокатки, который непрерывно уменьшает толщину стального листа со скоростью сотен метров в минуту, тандемный стан холодной прокатки обеспечивает огромный объем производства рулонной холоднокатаной стали.