
+86-18951513765

Продукция





-

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
-

Шестивалковый стан холодной прокатки
-

Ленточный стан холодной прокатки из нержавеющей стали
-

Продольный станок для холодной гибки (0,3-3)
-

Машина для выравнивания общей углеродистой стали
-

Линия поперечной резки с сервоприводом для тяжелых материалов
-
Машина для продольной резки толстого листа для рулонов стали 35T более 10 мм
-

Линия для продольной резки толстолистового проката из обычной углеродистой стали (3-16)
-

150mpm Автоматическая катушка листа металла резки линии
-

Реверсивный прокатный стан AGC
-

Стан холодной прокатки алюминиевых листов
-
Тяжелая линия резки для стальных катушек Q235 S355 14 х 2000
-

Горячекатаный толстый лист с открытой плоской линией 25х2000
-

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
-

Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
-

Высокоскоростная режущая проволока из нержавеющей стали с обрезкой (3×1600)






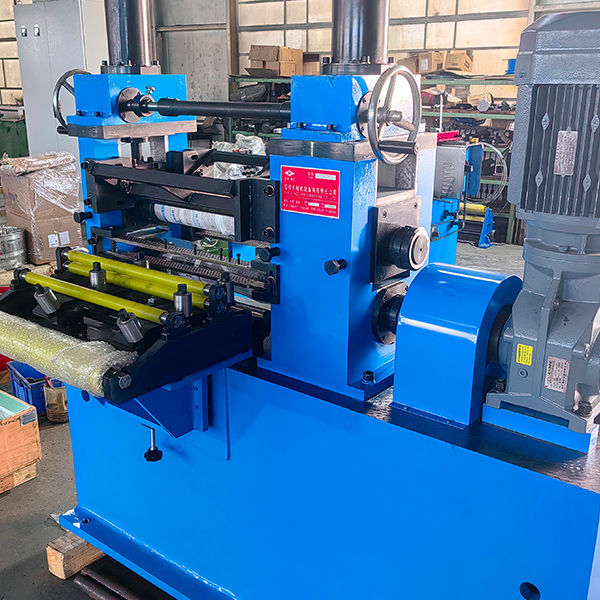
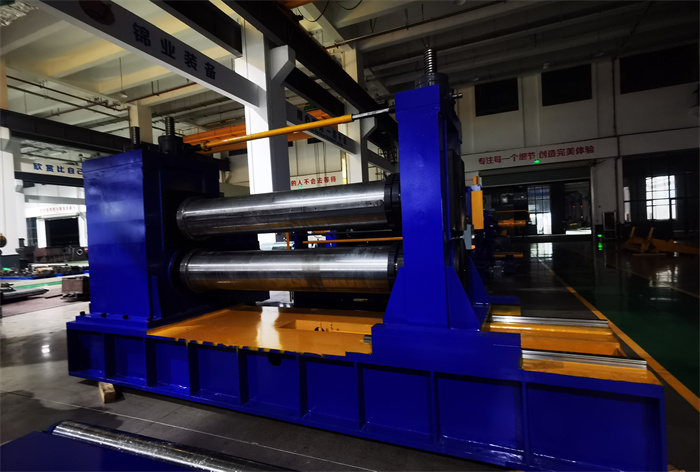
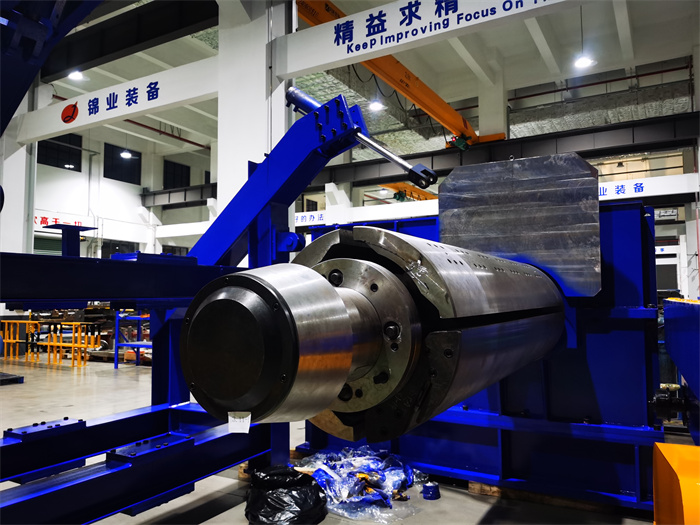
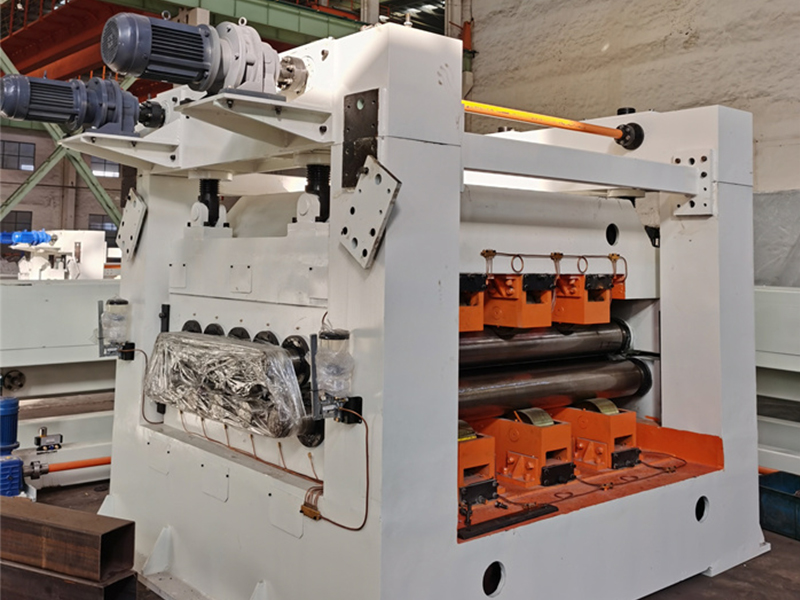
Линия продольной резки высокопрочной стали
Высокопрочная сталь обладает высоким пределом прочности на растяжение и пределом текучести. Ее предел прочности на растяжение составляет не менее 540 МПа и может достигать 1400 МПа. Наша линия продольной резки, специально разработанная для обработки рулонной высокопрочной стали, является конкурен...
Описание
маркер
Высокопрочная сталь обладает высоким пределом прочности на растяжение и пределом текучести. Ее предел прочности на растяжение составляет не менее 540 МПа и может достигать 1400 МПа. Наша линия продольной резки, специально разработанная для обработки рулонной высокопрочной стали, является конкурентоспособной, эффективной и удобной. В качестве примера приведем популярную модель линии продольной резки 6,35 x 1650 мм. Чтобы узнать больше о машине для продольной резки, вы можете связаться с нами для дальнейшего общения.
Технические характеристики:
| Сырье | Готовая продукция |
| Материал: Травленая сталь, холоднокатаная сталь, высокопрочная сталь. | Ширина готового материала: Мин. 30 мм ~ Макс. 1650 мм |
| Толщина рулона: | Максимальное количество полос: Макс. 30 полос |
| 0,8 мм – 6,35 мм, для травленой и холоднокатаной стали | Минимальная ширина обрезки кромки: 2-кратная толщина материала, но не менее 2 мм. |
| 0,8 мм – 1,6 мм, для холоднокатаной высокопрочной стали | Внутренний диаметр готового рулона: φ508 / φ610 мм |
| Ширина рулона: Мин. 400 мм – 1650 мм | Максимальный вес готового рулона: 25 000 кг |
| Вес рулона: Макс. 25 000 кг | Скорость резки: |
| Внутренний диаметр рулона (I.D.): φ508 / φ610 мм | Толщина до 3,0 мм: 150 м/мин |
| Наружный диаметр рулона (O.D.): Макс. φ2100 мм, Мин. φ1000 мм | Толщина 4,0 мм ~ 6,0 мм: 80 м/мин |
| Мех. свойства: | Точность резки: ≤ ±0,10 мм |
| Толщ. 0,8-1,6 мм: ПР (TS) Макс. 1200 МПа, ПТ (YS) Макс. 1000 МПа | Заусенец кромки: ≤ 3% от толщины |
| Толщ. 1,6-4,0 мм: ПР (TS) Макс. 780 МПа, ПТ (YS) Макс. 650 МПа | Смещение кромки при намотке: ≤ ±1,0 мм |
| Телескопирование при намотке: ≤ ±2,0 мм | |
| Точность прямолинейности (camber): ≤ 1,0 мм/м |
Требования к изготовлению оборудования:
Стальные плиты для станины должны быть от известных отечественных металлургических комбинатов.
Требования к сварке: При сварке двух стальных плит высота шва должна составлять 2/3 толщины более тонкой плиты. Поверхность сварного шва должна быть гладкой, без шлака и брызг и т.д.
Все сварные детали должны подвергаться пескоструйной или дробеструйной обработке.
Основные детали и компоненты разматывателя, резального агрегата и намоточного устройства должны проходить отжиг. Технологический процесс термообработки должен гарантировать необходимое время для полного снятия напряжений. Механическая обработка должна производиться на обрабатывающих центрах с ЧПУ с точными допусками посадки.
Техпроцесс механической обработки: При обработке заготовок станок должен быть очищен. При необходимости используйте оселок для удаления приподнятых частей на столе. Заготовка должна быть надежно закреплена. Финальной операцией должно быть снятие напряжений. Согласно принципу шеститочечного позиционирования, используйте индикаторы часового типа в трех направлениях на заготовке во время обработки для проверки на наличие люфтов.
Все острые кромки должны быть притуплены (снята фаска).
Финишное покрытие должно наноситься как минимум в два слоя. Краска для финишного покрытия должна быть от известных отечественных или международных брендов.
Комплектация:
| № | Наименование позиции | Кол-во | Примечания |
| 1 | Механическое оборудование | 1 компл. | |
| 1.1 | Подготовительный стол | 1 шт. | 2 позиции |
| 1.2 | Загрузочная тележка с подвижной крышкой | 1 шт. | |
| 1.3 | Разматыватель (с дистанционным управлением), гидравлическая оправка φ508-φ610, моталка для бумаги | 1 шт. | |
| 1.4 | Направляющая плита подачи разматывателя | 1 шт. | |
| 1.5 | Прижимной ролик, 5-роликовый правильный аппарат, гидравлические ножницы и короб для обрези | 1 шт. | |
| 1.6 | Петлеобразователь (или накопитель) входной | 1 шт. | |
| 1.7 | Резальный агрегат с одноопорными ножедержателями + Автосмена ножей + Роботизированная установка ножей + Библиотека ножей (с ДУ) | 1 шт. | |
| 1.8 | Горизонтальная моталка обрези (вне линии) | 2 шт. | Слева и справа |
| 1.9 | Компонент петлеобразователя выходного и транспферный стол | 1 шт. | |
| 1.10 | Двухоправочный разделитель и натяжное устройство | 1 шт. | |
| 1.11 | Выходной прижимной ролик, гидравлические разделительные ножницы, отклоняющий ролик | 1 шт. | |
| 1.12 | Намоточное устройство (с ДУ), устройство медленного подъема, опора оправки + размоточное устройство для бумаги | 1 шт. | |
| 1.13 | Разгрузочная тележка, поворотное устройство с траверсой | по 1 шт. | |
| 1.14 | Гидравлическая система | 1 компл. | |
| 1.15 | Пневматическая система | 1 компл. | |
| 1.16 | Специальный инструмент | 1 компл. | |
| 1.17 | Прочее необходимое оборудование и устройства | 1 компл. | |
| 1.18 | Защитное ограждение вокруг оборудования | 1 компл. | |
| 2 | Электротехническое и автоматизированное контрольное оборудование | 1 компл. | |
| 2.1 | Аппаратное и программное обеспечение системы управления (вкл. руководство пользователя по аппаратуре (как минимум электронная версия) и ПО для ввода в эксплуатацию) | 1 компл. | |
| 2.2 | Соединительные кабели от шкафа управления к оборудованию и между оборудованием, а также специальные кабели (силовые и контрольные кабели) | 1 компл. | |
| 3 | Пуско-наладочные запасные части | ||
| 3.1 | Ножи, дистанционные прокладки и т.д. для пусконаладки | 1 компл. |
связаться с нами
Сопутствующие популярные продукты
Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.
Высокоскоростная мобильная резка пластин средней и толстой толщины
1.выравниватель непрерывно выпрямляет металлический лист без использования сцепления. 2.производительность выше, так как резка в движении не занимает много времени. 3.для резки толстого листового металла не требуется такая короткая длина, что позволяет выполнять резку подвижными ножницами.

Проволока для летающих ножниц из листовой нержавеющей стали 2×1000
Линия ротационных ножниц для резки листовой нержавеющей стали CTL.Лист из нержавеющей стали обладает гораздо большей прочностью и лучшим внешним видом, чем лист из обычной углеродистой стали, и требует более точной и прочной резки по длине, что обеспечивает защиту поверхности листа.
Высокоскоростная линия продольной резки тонких листов (модернизированная модель 2×1600)
Высокоскоростная линия продольной резки тонких листов подходит для холоднокатаных стальных листов, оцинкованных стальных листов и листов с покрытием. Скорость продольной резки составляет 120-150 м/мин.

Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.

Машина для выравнивания и рихтовки нержавеющей стали
Машина для выравнивания и рихтовки нержавеющей стали.

Станок для продольной резки труб (0,6-4)
Высокочастотная прямошовная сварка труб имеет широкий спектр применений и применяется в металлоконструкциях, транспортировке жидкостей, производстве оборудования и других областях.
Линия поперечной резки с сервоприводом для тяжелых материалов
Линия резки рулонов металла с сервоприводом Линия резки рулонов металла с сервоприводом имеет очевидные преимущества в процессе резки рулонов металла средней толщины на мерные длины, включая разматыватель, выравниватель(и), (кромкообрезчик), сервоприводные летучие ножницы, конвейерный стол и автоматический укладчик. Для толстого металлического листа необходимо двойное выравнивание, предварительное выравнивание и точное выравнивание для снятия внутреннего напряжения в металлическом листе, обрезка кромок важна для листов нержавеющей стали и алюминия, окончательная система укладки будет типа Bomb-Hacker, которая прочна, регулируема и эффективна.
Машина для выравнивания общей углеродистой стали
Машина для выравнивания общей углеродистой стали.

Высокоскоростной и высокоточный станок для продольной резки(200mpm)
Специализированная высокоскоростная линия прецизионной резки листового металла по индивидуальному заказу.Мы являемся компанией по производству линий для резки листового металла.Наша компания, основанная в 2000 году, на сегодняшний день производит сотни линий для обработки листового металла примерно в 60 странах по всему миру.

Линия продольной резки рулонной стали из высокоуглеродистой стали
Рулоны из высокоуглеродистой стали представляют собой высокопрочную сталь, очень твердую и высокую эластичность, используемую для изготовления инструментов, ножей, пружин и т. д.Марка высокоуглеродистой стали: ASTM50, ASTM 75, диапазон прочности на растяжение ASTM95 около 750-1000 МПа.
Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
Мы не только производим обычные линии резки по длине, но и линию вырубки трапециевидных листов Линия вырубки листового металла — это процесс, в котором квадратные, круглые или прямоугольные заготовки механически или гидравлически вырезаются, прессуются или штампуются из металлического рулона, перед резкой, прессованием или штамповкой, сначала выравнивая лист до плоского состояния.
Реверсивный прокатный стан AGC
Гидравлический стан холодной прокатки AGC становится все более популярным в индустрии прокатки металлических полос благодаря своей высокой точности, скорости и высокой степени автоматизации.

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
Линия поперечной резки толстых стальных листов Kaiping производит упаковки из стальных листов, каждая упаковка в основном имеет длину 6-12 метров и весит 5-6 тонн.При проектировании и изготовлении всей производственной линии необходимо в полной мере учитывать эффективность всего процесса в каждой функциональной части, такой как механизм выгрузки.

Высокоскоростная горизонтальная резка тонких пластин
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.Листовой металл представляет собой обычную стальную пластину, пластину из нержавеющей стали, пластину из средне- и высокоуглеродистой стали, алюминиевую пластину, медную пластину и т.д.

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
Стальные трубы с толщиной стенки 12 мм подходят для производства крупногабаритных сварных труб диаметром 8 дюймов и выше. Станок для продольной резки 3-12мм х 2000мм подходит для 219 трубных станков для производства стальных труб различных размеров. Мы оснащены множеством комплектов установок для продольной резки для предприятий по производству сварных труб.