
+86-18951513765

Продукция





-

Линия для резки тонкого листа: высочайшее качество и производительность
-

Реверсивный прокатный стан AGC
-

Машина для выравнивания и рихтовки нержавеющей стали
-
Металлический лист Линия продольной резки Сверхточная марка
-

Мощная машина для продольной резки горячекатаного стального листа (1-8)
-

Линия продольной резки высокопрочной стали
-

Высокоскоростной слайсер для рулонов нержавеющей стали (3×1600)
-

Горячекатаный толстый лист с открытой плоской линией 25х2000
-

Непрерывный прокатный стан
-

Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
-

Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
-

Высокоскоростные пневматические стопорные ножницы из общей углеродистой стали 3×1600
-

Линия для резки трапециевидных стальных листов по длине Линия резки по длине с угловыми ножницами Sway
-

Высокоскоростная линия для резки холоднокатаного оцинкованного листа
-

Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
-

Холоднокатаный лист, оцинкованный лист, ограничитель для высокоскоростных срезов (2×1250)






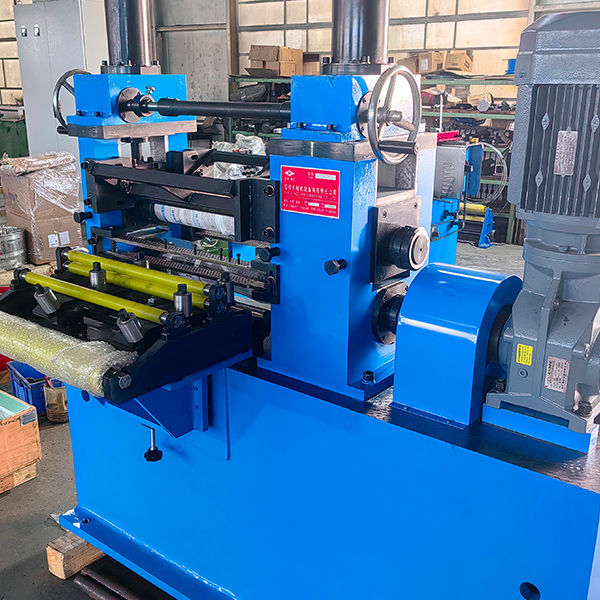
150mpm Автоматическая катушка листа металла резки линии
Высокоточная машина для резки листа из нержавеющей стали имеет сильную структуру и очень точное производство, линия резки работает очень плавно.
Подходит нормальная углеродная сталь Производительность ≤270Mpa Производительность на растяжение ≤465Mpa до хорошей конструктивной стали до 350Mpa, растяжение 600Mpa.
Различные состояния стальных катушек могут быть разрезаны линией: горяче прокатанные, холодно прокатанные, оцинкованные, предварительно окрашенные в различных сортах стали.
Описание
маркер
Высокоточная машина для резки листа из нержавеющей стали имеет сильную структуру и очень точное производство, линия резки работает очень плавно.
Подходит нормальная углеродная сталь Производительность ≤270Mpa Производительность на растяжение ≤465Mpa до хорошей конструктивной стали до 350Mpa, растяжение 600Mpa.
Различные состояния стальных катушек могут быть разрезаны линией: горяче прокатанные, холодно прокатанные, оцинкованные, предварительно окрашенные в различных сортах стали.
Состав и характеристики
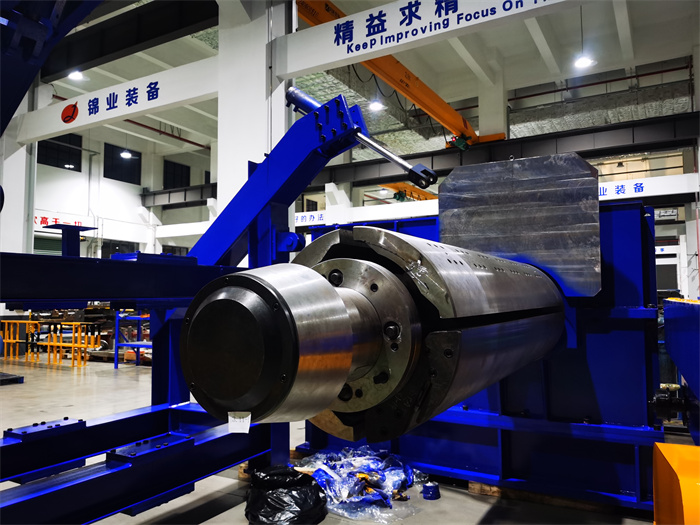
1. Очень сильный декойлер и катушка открытия пресс-ролика и пластина лопаты пилера, чтобы держать стальную катушку стабильно во время вытянутой стальной полосы, и отправить голову полосы в оборудование для щепкого кормления.
2.Слиттер: стенды слиттер, валы, ножи большие и сильные.
3.Все ролики передачи покрыты PU резиной.
4. петля ямы аккумулятора достаточно длинная и глубокая, чтобы убедиться, что стальная полоса накапливается.
5.Напряжение единицы обеспечения собственной пластины типа шерсти почувствовали, чтобы обеспечить регулируемое стабильное напряжение для отступления.
6.Recoiler имеет портальный сепаратор типа рамы, от вершины до пресса разделяющих полос.
Скорость
7.Slitting идти до 150м / мин. Ножи
8.Slitting будут материалом SKD11, H13K и т.д.
9.Гидравлическая система, такая как гидравлические цилиндры, клапаны, прочные и прочные.
Точность резки:
Толерант ширины щелей: ≤ 0,10 мм; Ширина разреза <300мм, толщина <1.2мм, толерантность ширины разреза≤0.05мм;
Камбер щелей: ≤ 0,5 мм/м для полосы шире 300 мм, ≤ 1,0 мм/м для полосы <300 мм. Краевые полосы в пределах 100 мм от края материнской катушки не находятся в ограничении.
Burrs: ≤ 0,05 мм, или скажем, не более 5% более 1 мм толщины полосы резки на стабильной скорости в условиях острых ножей и надлежащих пробелов ножей.
Отступление потрясающее≤±0,5 мм (при стабильной скорости, изменение скорости не так быстро
Револь turriform: ≤±2.0mm (при максимальном диаметре катушки
Процесс макета:
Седло для подготовки катушки, Автомобиль для загрузки катушки, Одиночный Mandrel Uncoiler с пресс-роликом, Пилер головки катушки, Пинч-фидер и 5-роликовый предварительный выравниватель, Снижка, петля ямы 1, боковое руководство, Слитер, Обмотка лома, петля ямы 2, Натягиватель и предварительный сепаратор
Parameters:
| Slitting Line 0.3 -3 X 1600 150mpm | Parameters |
| Coming steel coils | ID508mm, 610mm, OD1800mm, coil weight 20T |
| Finished baby coils | ID508mm, OD1800mm, coil weight 20T max |
| Mother coil width | 500-1600mm |
| Baby coil widths | 30mm -600mm |
| Number of slitting | 1mm x 30slits; 3mm x 15slits |
| Main motors | Slitter 132KW + Recoiler 160KW |
| Slitter knife | ID220 x OD340 x 20mm SKD11 HRC58-61 |
| Recoiler mandrel | Seamless mandrel |
| Optional | Fast exchange slitters, unloading turnstile |
| Slitting speed | 0-120-150mpm adjustable |
| Configuration | Siemens PLC, Parker Drive, Vitory Valves |
| Slitting precision | Slit width ±0.1mm; Camber ±0.1mm/m; bur 5% of thickness; recoil hump<0.5mm |
связаться с нами
Сопутствующие популярные продукты

Ленточный стан холодной прокатки из нержавеющей стали
1.Двигатели гораздо большей мощности обеспечивают большее усилие прокатки 2.Демонтируемая твердосплавная оправка для удобного промежуточного отжига 3.Автоматическая гидравлическая система управления AGC 4.Обычно реверсивный стан холодной прокатки

Машина для резки листов из нержавеющей стали
С ростом использования рулонов нержавеющей стали в промышленном производстве и повседневной жизни спрос на станки для резки рулонов нержавеющей стали растет день ото дня, большинство из которых – это станки для резки листов нержавеющей стали.

Линия продольной резки рулонной стали из высокоуглеродистой стали
Рулоны из высокоуглеродистой стали представляют собой высокопрочную сталь, очень твердую и высокую эластичность, используемую для изготовления инструментов, ножей, пружин и т. д.Марка высокоуглеродистой стали: ASTM50, ASTM 75, диапазон прочности на растяжение ASTM95 около 750-1000 МПа.
Автоматическая система кодирования для линии поперечной резки стальных листов Kaiping 12×2000
Линия поперечной резки толстых стальных листов Kaiping производит упаковки из стальных листов, каждая упаковка в основном имеет длину 6-12 метров и весит 5-6 тонн.При проектировании и изготовлении всей производственной линии необходимо в полной мере учитывать эффективность всего процесса в каждой функциональной части, такой как механизм выгрузки.
Высокоскоростные сервоприводные стопорные ножницы из нержавеющей стали 3×1600
Пластины из нержавеющей стали обладают гладкой поверхностью, высокой пластичностью, ударной вязкостью, механической прочностью, коррозионной стойкостью и все более широким спектром применения. Пластины из нержавеющей стали в основном делятся на серии 200, 300 и 400.

Машина для выравнивания и рихтовки обычной углеродистой стали
Машина для выравнивания и рихтовки обычной углеродистой стали.
Линия продольной резки высокопрочной стали
Высокопрочная сталь обладает высоким пределом прочности на растяжение и пределом текучести. Ее пр...

Линия для резки тонкого листа
Линия продольной резки тонкого рулонного металла непрерывно разматывает и разрезает тонкий металлический рулон на несколько (от нескольких до десятков) узких полос, а затем перематывает узкие полосы на оправку, что обычно требует высокой скорости и высокой точности.
Тяжелая линия резки для стальных катушек Q235 S355 14 х 2000
Чтобы резать пластину катушки толщиной 3-14 мм в продольном направлении (или резку тяжелого калибра с высоким растяжением, такой как 2-8 мм), и т.д., резкая машина будет нести тяжелую нагрузку с надежной структурой машины! Уровень автоматизации тяжелой линии резки должна быть высокой, потому что ручная работа не будет осуществимой для тяжелой машины, вся регулировка должна быть автоматической, такой как резьба головки катушки, центральное руководство, обмотка лома, смена сепаратора, загрузка и разгрузка катушки и т.д.

Проволока для летающих ножниц из листовой нержавеющей стали 2×1000
Линия ротационных ножниц для резки листовой нержавеющей стали CTL.Лист из нержавеющей стали обладает гораздо большей прочностью и лучшим внешним видом, чем лист из обычной углеродистой стали, и требует более точной и прочной резки по длине, что обеспечивает защиту поверхности листа.

Проволока для летающих ножниц из нержавеющей стали mirror304 3×1600
Линия продольной резки вращающимися летающими ножницами – это производственная линия для продольной резки металлических рулонов после размотки и выравнивания, состоящая из разматывателя (обрезчика кромок), выравнивателя, устройства подачи длины с ЧПУ, высокоскоростных вращающихся летающих ножниц, штабелера и т.д.
Станок для резки листового проката средней и толстой толщины (для 12 сварных труб)
Стальные трубы с толщиной стенки 12 мм подходят для производства крупногабаритных сварных труб диаметром 8 дюймов и выше. Станок для продольной резки 3-12мм х 2000мм подходит для 219 трубных станков для производства стальных труб различных размеров. Мы оснащены множеством комплектов установок для продольной резки для предприятий по производству сварных труб.

Высокоскоростная горизонтальная резка тонких пластин
Горизонтальная линия для резки тонколистового металла используется для разматывания, выравнивания и резки рулонов металла фиксированной длины различной толщины.Листовой металл представляет собой обычную стальную пластину, пластину из нержавеющей стали, пластину из средне- и высокоуглеродистой стали, алюминиевую пластину, медную пластину и т.д.

Плоский горизонтальный срез пластин средней и толстой толщины
Линия поперечных ножниц для выравнивания листового металла средней толщины производит листовой металл средней толщины посредством процесса разматывания, выравнивания и сдвига по фиксированной длине.

Четырехвалковый стан холодной прокатки
Стан холодной прокатки 4Hi часто используется на заводах по переработке стальной полосы, поскольку стан 4Hi high обладает многими преимуществами.
Линия для резки тонкого листа: высочайшее качество и производительность
Линия для резки тонкого листа: высочайшее качество и производительность В современной обрабатываю...